6轴CNC滚齿机
KL1000
最适合加工大型齿轮的通用型滚齿机
- 最大加工直径
- 1000mm
- 最大加工模数
- 12
产品特征
请点击图标查看详细信息。
-

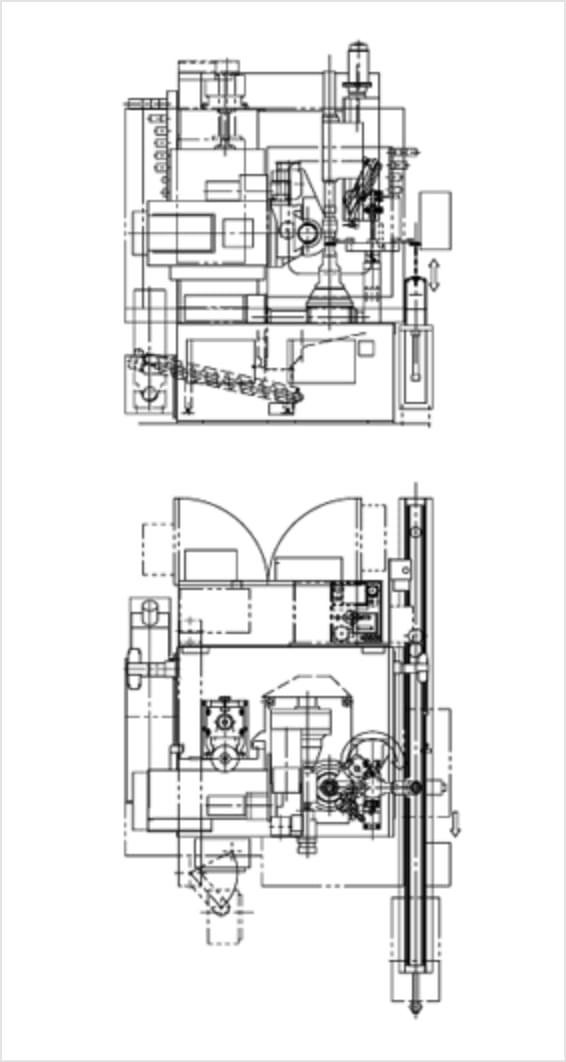
竖型滚齿机
-

导轨面手工飞刮加工
-

工作台消隙装置
-

自动化
-

机内倒棱装置
-

硬滚
-

加工程序
具有代表性的加工对象
・ 建机齿轮
・ 船舶齿轮
・ 大型减速机齿轮
高刚性的机械构造
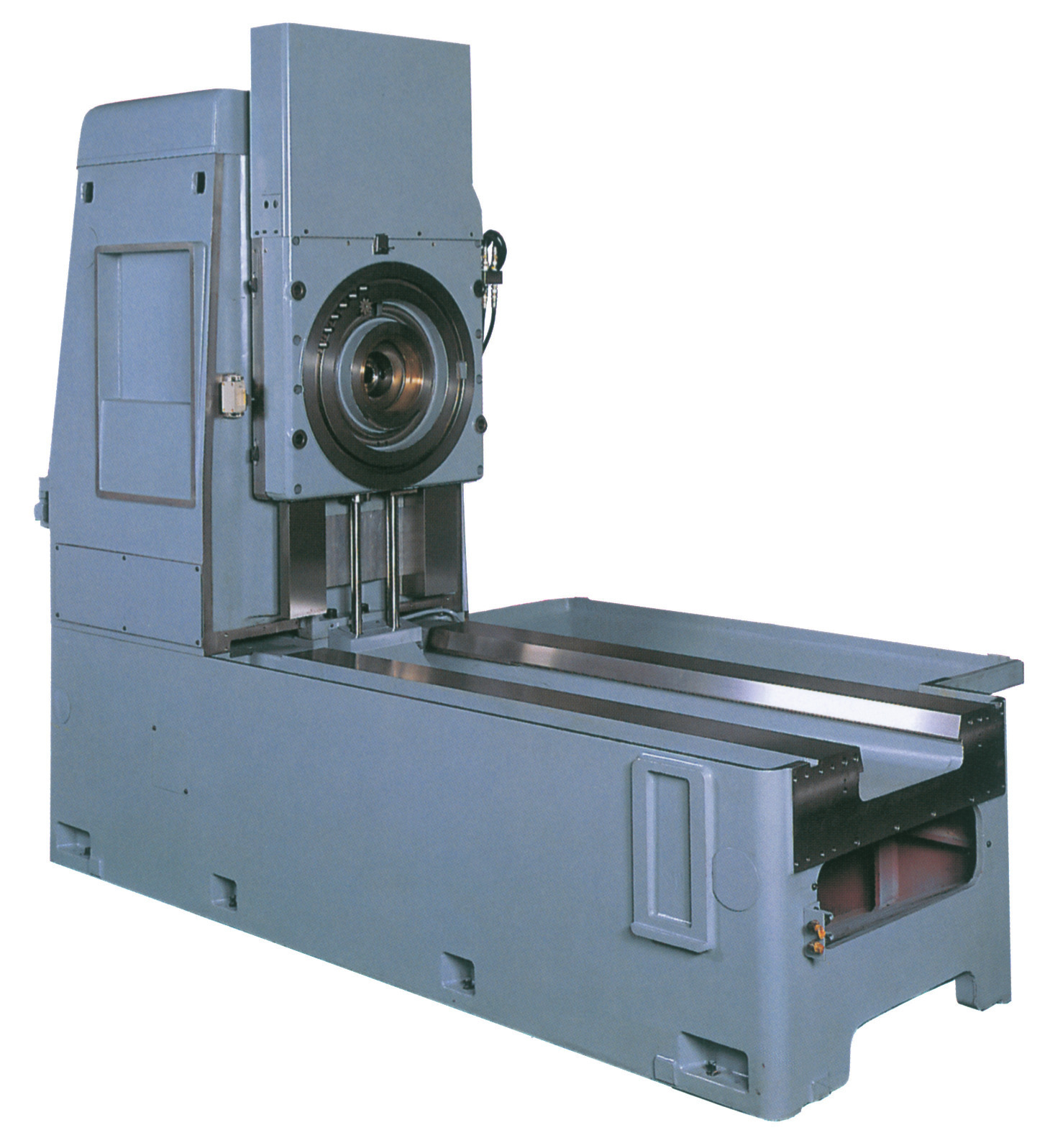
床身采用的二重壁构造,配置了最合适的骨架。宽大的轨道面支撑了工作台架。承受切削力的支柱,强固地固定在床身上,在力学上具有最优秀的构造。具有高度的静刚性,动刚性的同时,也考虑到热源的位置,发挥了优秀的热刚性,最小限度地抑制了大型齿轮的齿向精度的变位(加工大型齿轮时需要的时间长)。
优秀的工件加工精度
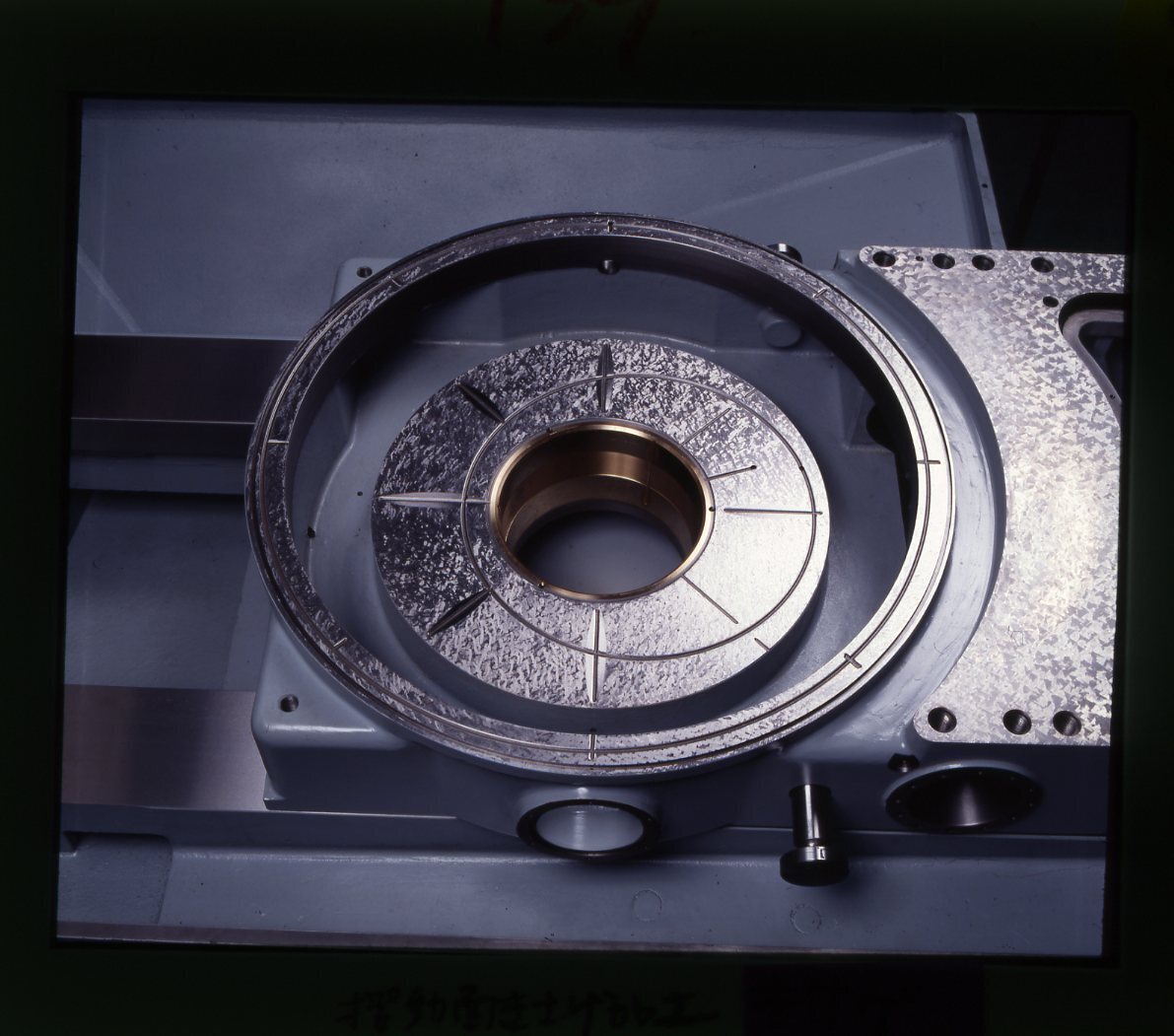
相当于滚齿机的心脏部的工作台以及工作台架部分,长时间持续高回转精度,具有可以忍耐重切削的构造。为了提高加工精度,主涡轮径比以往的机器大12%。这些部分,集中了长年的滚齿机制造技术中培养的最好的部件加工技术与做卓越的精加工技术,保证了最好的工件加工精度。
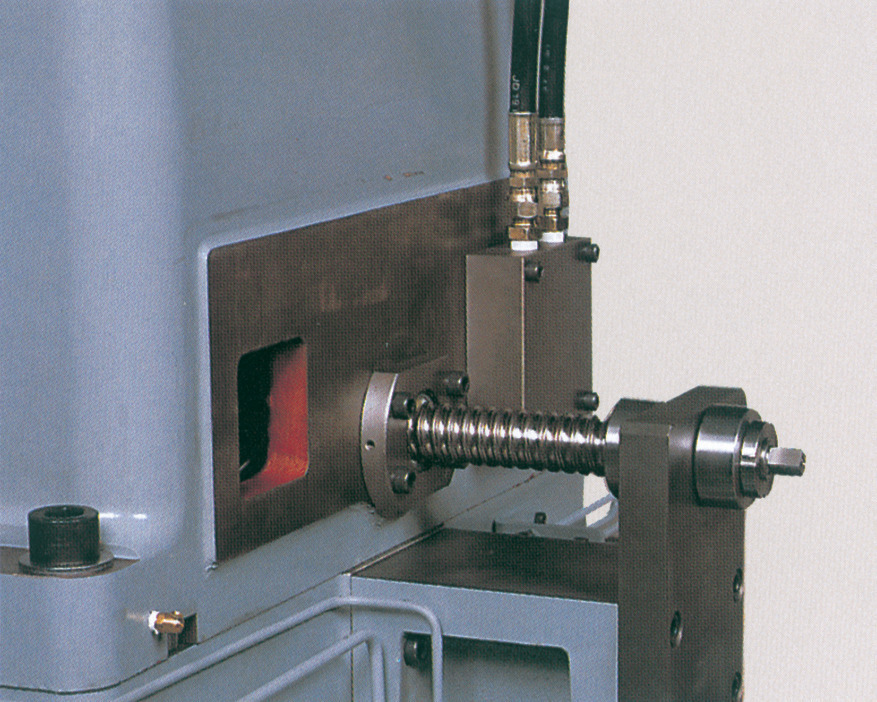
可以简单地把大型工件装入夹具或从夹具卸下
通过操作支柱移动螺丝,可以简单地把支柱移动到后退端,最大滚切的工件直径为1000mm。
另外,支柱臂为开闭式,大的工件的装入,卸下都很简单。
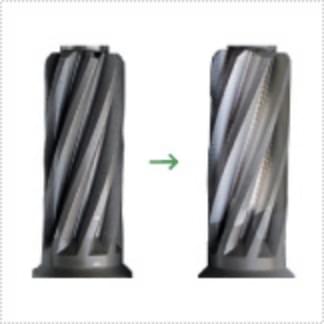
可以进行精加工切削
利用粗加工的HSS滚刀与精加工的金属陶瓷滚刀的组合,可以在滚齿切削中进行高精度的精加工,短缩剃齿工程。
金属陶瓷滚刀,对在切削中的切屑咬入引起粘附生成物具有抑制效果。
另外,利用负的切削角的车齿滚刀切削,可以进行热处理后的工件的精加工。
产品规格
-
机床性能
- 最大加工直径
-
1000 mm
- 最大加工模数
-
模数12
- 刀座最大垂直移动距离
-
450 mm
- 刀架倾斜角度
-
±40°
- 加工齿数范围
-
4 ~ 5000
- 滚刀最大转速
-
37 ~ 300 min-1
- 工作台最大转速
-
15 min-1
-
加工范围
- 滚刀和工作台之间的中心距
-
60 ~ 610 mm
- 工作台面和顶尖之间的距离
-
410 ~ 860 mm
-
滚刀
- 最大滚刀直径×长度
-
180 × 220 mm
- 最大主轴轴颈锥度
-
NT45
- 最大窜刀距离
-
170 mm
-
电气
- 总电力
-
40 kVA
- 主电机,AC主轴电机
-
11 kW
-
占地面积与重量
- 机床体积
-
3700 × 2000 × 2700 mm
- 机床重量
-
10500 kg
关于这个产品的咨询
我们会尽快给您答复,但有些问题可能需要一些时间,请您谅解。请注意,在我司非工作日提出的问题将在下一个工作日后处理。
-

电子邮件咨询
请通过以下格式发送电子邮件
咨询格式SSL対応您所输入的个人信息将通过VeriSign公司的SSL加密通信得到保护。
-

电话咨询
总部营业部075-661-5271
【受理时间】 周1~周5 8:00~16:30
(除了年底年初、5月黄金周、夏季休假、我们公司的休假日) -

传真咨询
总部营业部075-661-5270
请使用以下的专用传真表格。
咨询产品或其他 咨询零部件的报价或订单
RELATED PRODUCTS
相关产品
-

KL451
4轴CNC滚齿机
最大加工直径:450mm
最大加工模数:5
製品概要
产品特征:
加工范围广的通用型滚齿机
适用于小型齿轮,中型齿轮具有代表性的加工对象:
通常的小型齿轮,中型齿轮
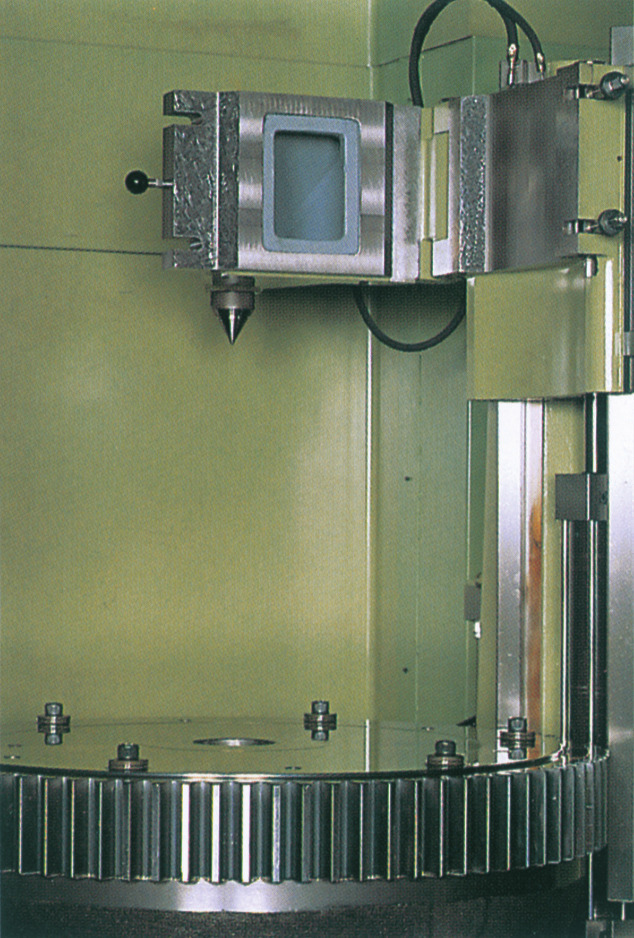
纵型滚齿机
纵型滚齿机主要用来加工轴工件。与横型滚齿机相比较,容易交换夹具、工件、滚刀,可以在短时间高精度地进行组装。
另外,刀架与工件轴的接近性好,操作性能优秀,自动上下料装置与工件运出装置等附件的操作性也不受影响。
轨道面的手工飞刮加工
卡希富基公司采用手工飞刮加工的轨道面,构造合理,对于滚齿切削特有的断续切削具有高度的减衰性,善于吸震。
所以,在长期的使用中,也可以保持高精度加工。
一般来说,受机器加工时发生的摩擦热、内应力的影响、或者受温度、湿度变化等影响,能够达到的精度是有极限的。
因此,卡希富基为了超过机械加工,获得高精度的导轨面,实行手工飞刮加工。
手工飞刮加工,是使用钝角、宽幅刃的刮刀,进行手工作业,在金属表面极少地飞刮1~3µm左右,精加工到理想的平面度、直线度的高精度轨道面加工。再者,飞刮加工表面上分布着所谓“点”的小而浅的沟,这些都成为积油的地方,使导轨面的润滑度更好,提高了导轨的性能。


手工飞刮加工的精加工,是把红色的光明丹颜料涂在轨道面,再与对方面撮合,会有所谓“黑点”的颜色掉落部分,手工飞刮掉黑点。
这样的撮合操作,重复进行,直到黑点部分的浓淡均一,占轨道面积的30%后,就可以达到极高的平面精度与直线度。
卡希富基公司的手工飞刮工匠,根据飞刮材料与温度的微妙的条件,对飞刮时的深度进行以丝为单位的压入深度,做正确而自由的形状。另外,飞刮表面的微妙的飞刮纹路,也是因人而异。要成为合格的飞刮工匠,需要长年累月地技术积累,不能简单模仿的。所以,飞刮加工也被称为“工匠的技艺”。
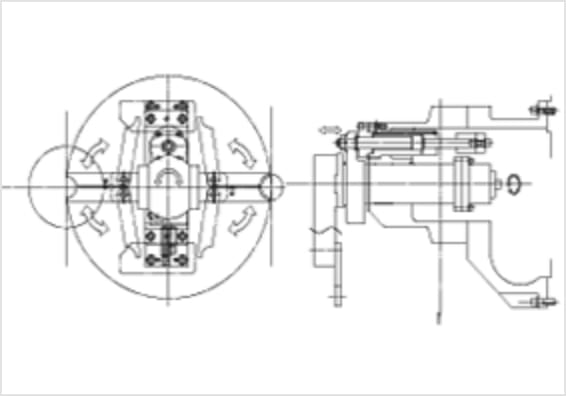
工作台B/E (工作台消隙装置)
卡希富基公司独自开发的,自动调整间隙为0的双分度蜗杆消隙装置,配置在工作台轴。
消隙装置可以抑制工作台转动时的震动,确保工作台高精度地转动。另外,转动精度不会因年数而变化,无需维修保养。
特别是在加工大齿轮、工件热处理后精滚以及滚刀与工件在相反旋向下滚切加工时,可以保证安定的齿轮加工精度。
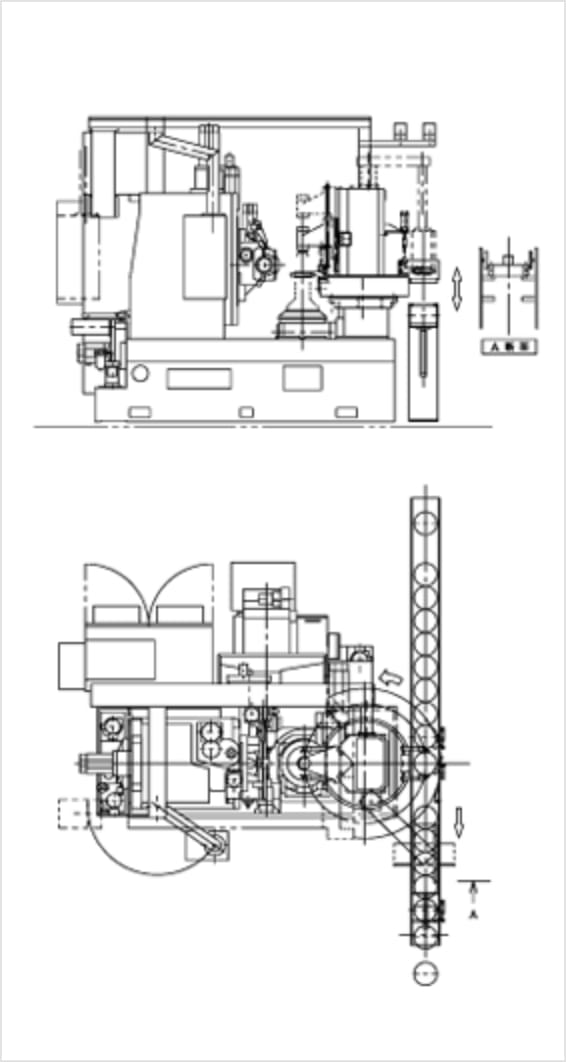
自动化
从各种设计之中,可以选择配置用于工件自动搬送交换的自动上下料装置、输送器与自动料仓,实现生产工程的省力化与自动化。
基本形2臂上下料机
(KN80、KN152)
基本形环状上下料机
(KE201/251、KA220/400)
带孔的工件的搬送例
带孔的工件的搬送例
轴工件的搬送例
轴工件的搬送例
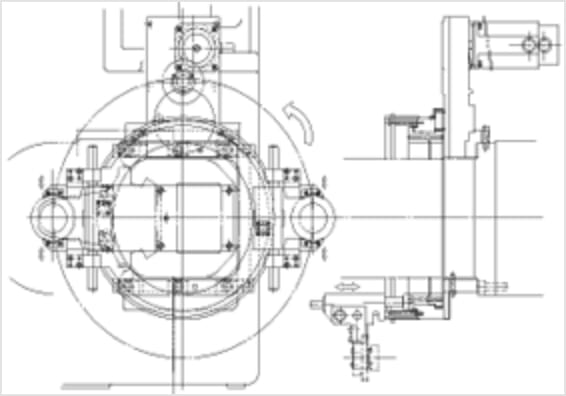
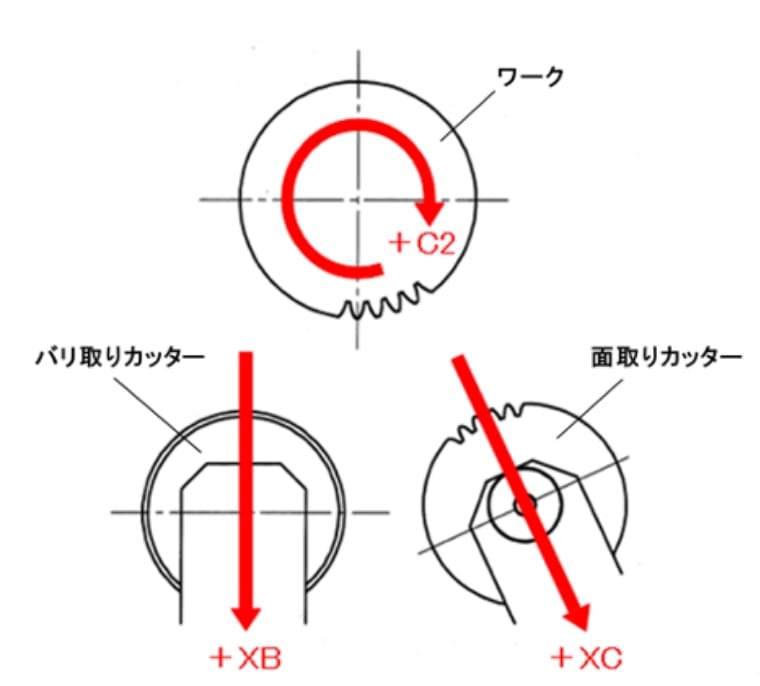
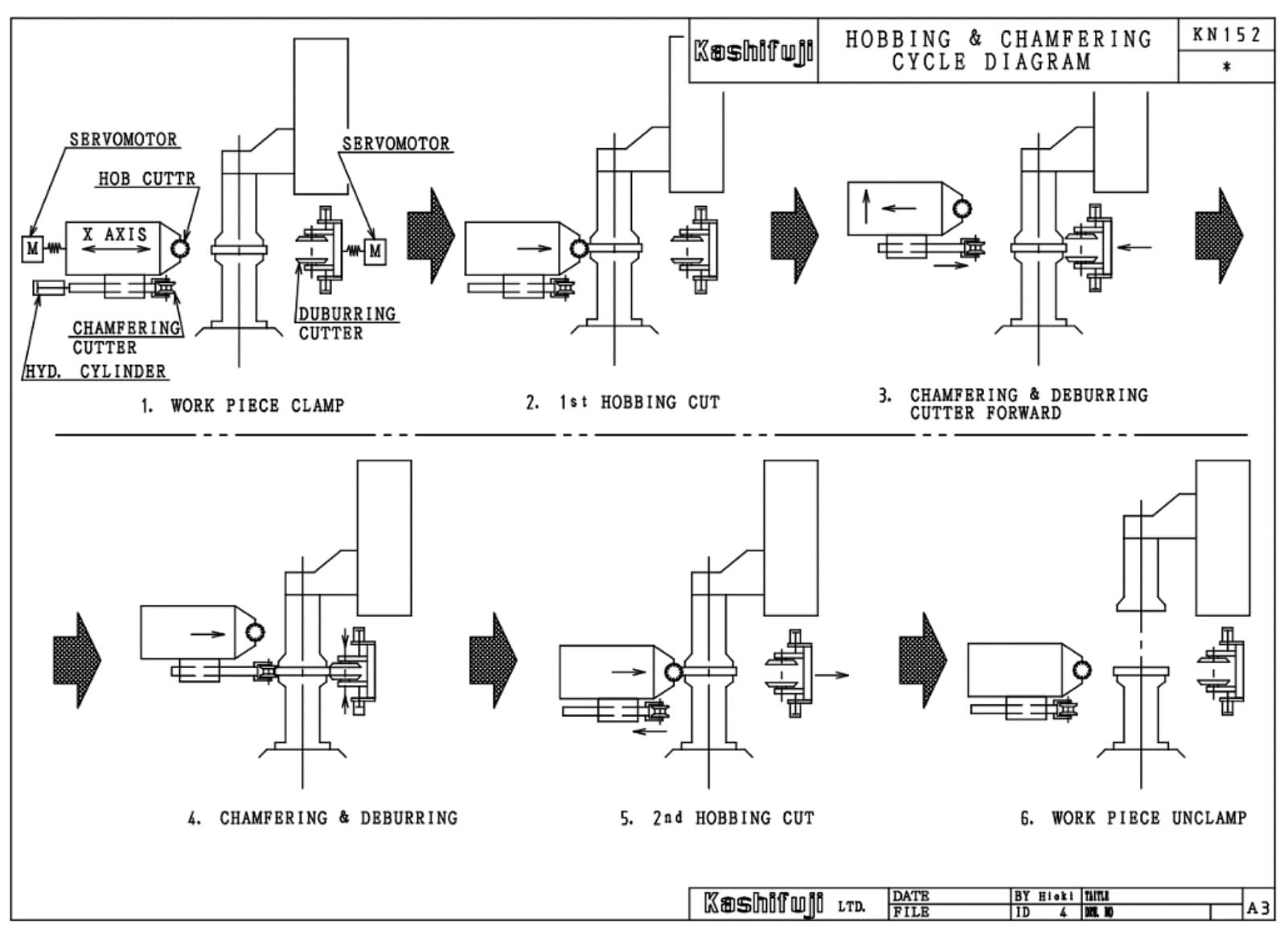
机内倒棱装置(选配)
<使用挤棱刀的塑性加工方式>
采用自动上下料装置,可以在滚齿加工过程中进行倒棱和去毛刺加工。有效利用机器的空间,通过将倒棱工具轴和去毛刺工具轴分离,操作者可以轻松地从机器正面进行工具更换和调整。此外,将滚齿、倒棱以及去毛刺加工的复合化,可以有效缩短生产线长度和加工时间。

通过在滚刀架下安装倒棱装置,可以在机内进行滚齿加工后的倒棱加工,并可以有效利用空出的空间进行去毛刺加工。此外,还可以通过二次滚齿去除由去毛刺工序产生的二次毛刺。通过去除二次毛刺,可以防止在磨齿或者珩齿等精加工工序中,由热处理而硬化的齿面二次毛刺损伤砂轮的情况,从而提高砂轮寿命。通过滚齿、倒棱以及去毛刺加工的复合化,可以有效缩短生产线长度。以上方法,对轴类齿轮也有相同的效果。
<使用指状硬质合金铣刀的端面全齿廓铣削加工方式>
采用自动上下料装置,可以在滚齿加工过程中进行倒棱加工。充分利用机器的空闲空间,同时旋转分别用于工件上下端面的指状硬质合金铣刀,使之与工件轻触,进行端面全齿廓铣削加工,从而实现倒棱。即使加工工件发生变化,也可以使用相同的工具进行倒棱加工。
硬滚
硬滚是指,对淬火后的齿轮进行滚齿切削的精加工。
用硬滚的滚刀,对淬火后的齿面进行精加工(通称:清理加工),对原料直接进行切削(通称: 大块加工)
清理加工
大块加工

自动工件定位装置
加工程序
只输入工件、滚刀参数,以及切削条件,就完成了加工程序的制作。
完成程序制作后,只需指定工件号,立刻可以进行滚齿切削加工。
选择可选的加工程序软件,进行鼓形、铲齿、锥度加工也很容易。
可以对应从量产加工到特殊加工的广泛的加工,登载的功能简单易用。