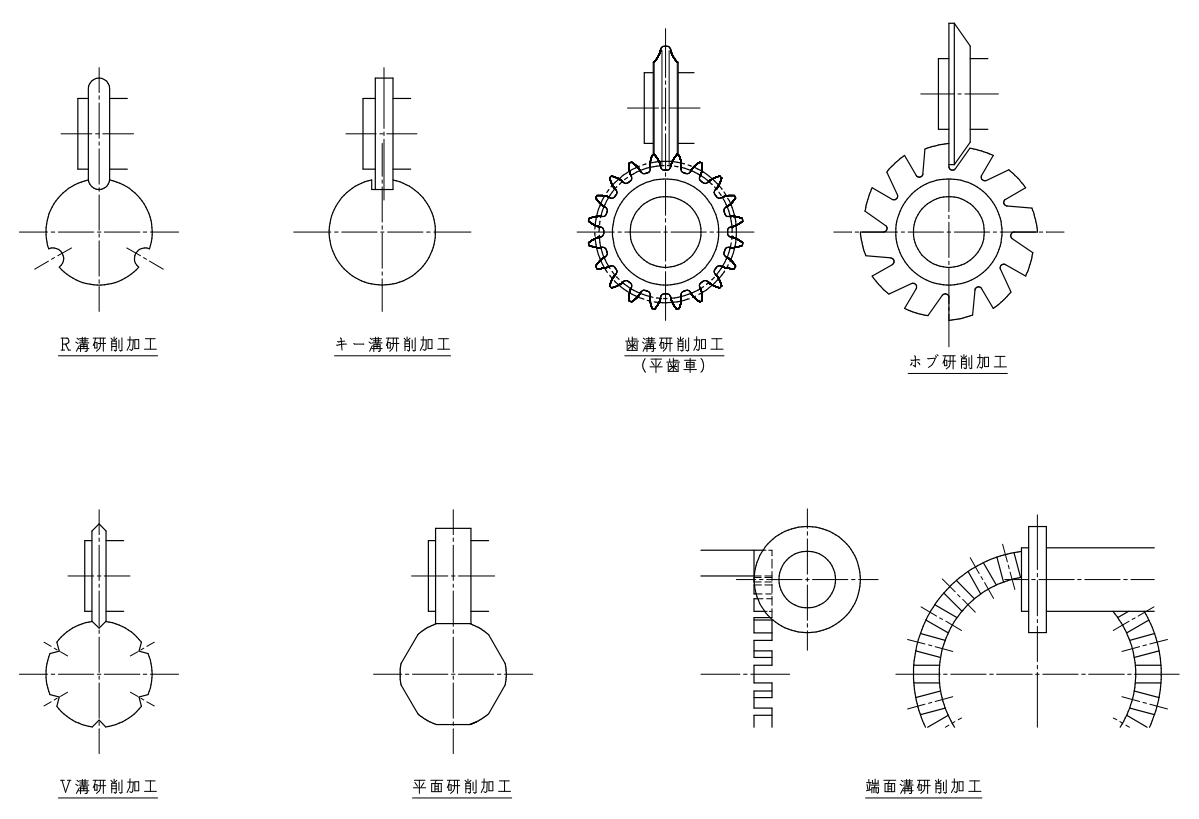
4轴CNC轴沟磨床
KGV151
在CVT球槽磨削加工中发挥威力
实现高速化,高精度化
- 最大加工直径
- 150mm
- 主轴最高转速
- 30000rpm
具有代表性的加工对象
・ CVT带轮轴
・ 轴工件花键
具有代表性的加工对象
高速化,高精度化
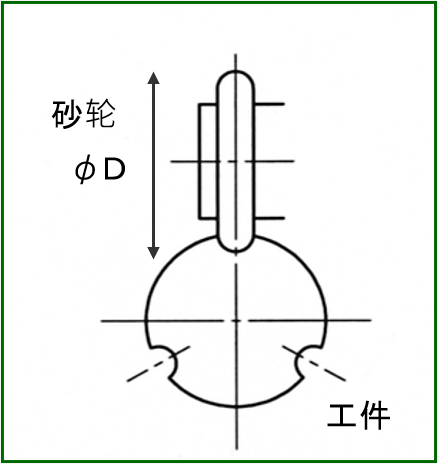
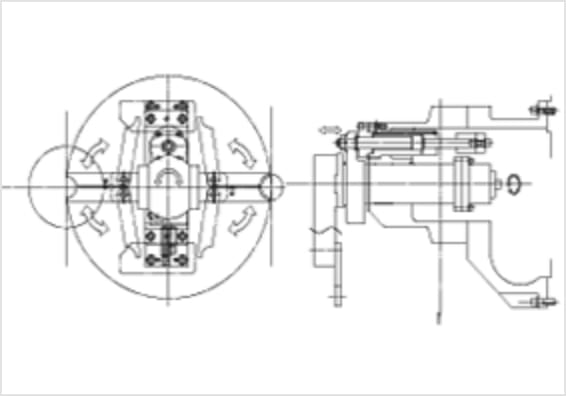
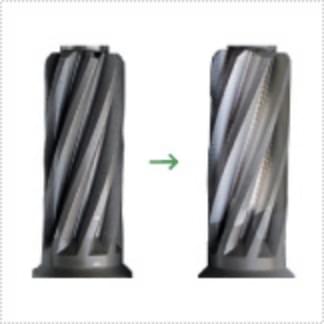
最高回转数30000 min-1的砂轮轴,充分发挥了电镀CBN,或者陶化結合研磨砂轮的小径砂轮(ΦD45~100mm)的特性,带切除的沟加工的高速磨加工也很容 易。
主轴的轴承的大型化,提高了刚性,确保了高精度。
X轴(进给)的全封闭化,实现了高精度的定位。
另外,Z轴(工件轴方向进给)的导轨,采用滑面型,不会有线形导轨造成的醉步误差。
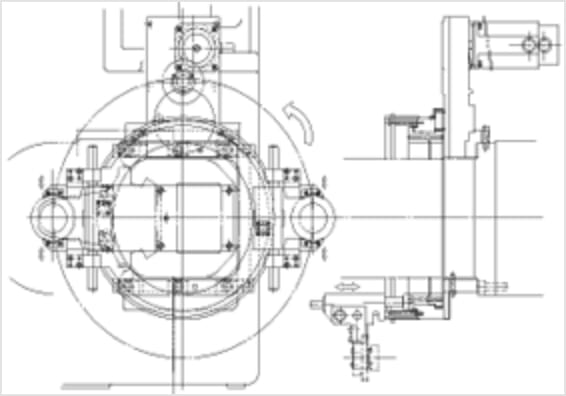
自动工件定位装置(选配)

采用非接触式变位感知器,高速自动设定安定的定位。
按沟的形状,与接触式感知器(接触式探头)并用,可以进行更高精度的定位。
自动热变形补偿装置(选配)
为了从冷起动开始就达到安定的加工精度,自动测量・修正研磨砂轮。(Y轴修正)
另外,直接测量研磨的沟,也利用加工过程中测量・修正系统进行修正。(X, Y轴修正)
自动转动型修正装置(选配)
使用陶化結合研磨砂轮时,利用旋转片,可以在机器上进行工具的修正。
利用AE感知器,完全固定住Y,Z轴,可以进行高精度的修正。

产品规格
-
能力
- 最大加工直径
-
150 mm
- 最大加工工件长度
-
250 mm
- 最大加工沟槽数
-
99
- 主轴最高转速
-
30000 rpm
- 分度轴最高转速
-
25 rpm
- 可安装砂轮最大直径x长度
-
100 × 50 mm
- 机床重量
-
5000 kg
- 机床体积
-
2710 × 2245 × 2200 mm
需要拿到产品介绍
可以通过将所需的产品目录添加到列表中,
并在下载页面的表格中填写所需信息来下载产品目录的PDF。
关于这个产品的咨询
我们会尽快给您答复,但有些问题可能需要一些时间,请您谅解。请注意,在我司非工作日提出的问题将在下一个工作日后处理。
-

电子邮件咨询
请通过以下格式发送电子邮件
咨询格式SSL対応您所输入的个人信息将通过VeriSign公司的SSL加密通信得到保护。
-

电话咨询
总部营业部075-661-5271
【受理时间】 周1~周5 8:00~16:30
(除了年底年初、5月黄金周、夏季休假、我们公司的休假日) -

传真咨询
总部营业部075-661-5270
请使用以下的专用传真表格。
咨询产品或其他 咨询零部件的报价或订单
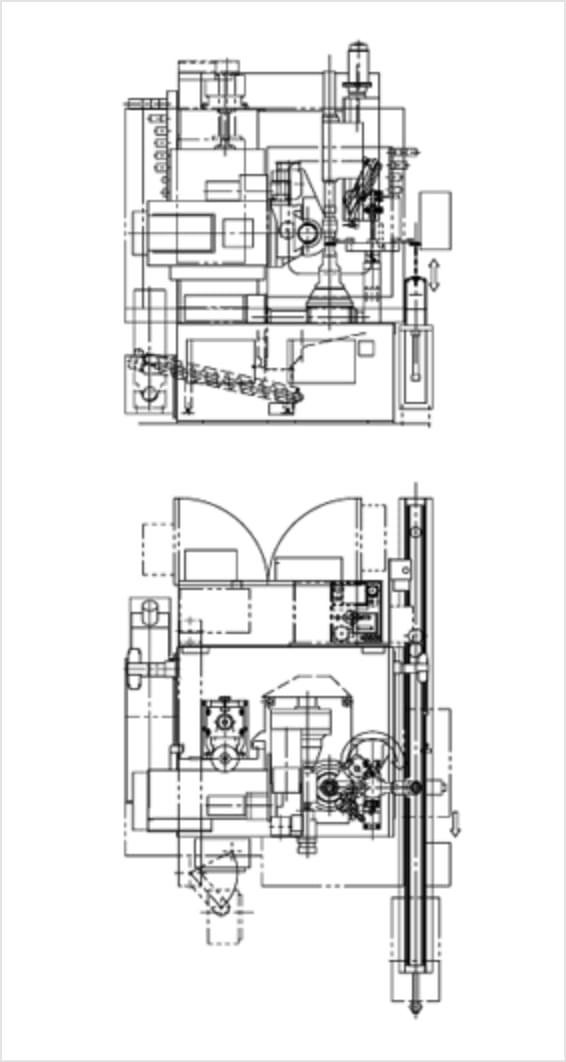
纵型滚齿机
纵型滚齿机主要用来加工轴工件。与横型滚齿机相比较,容易交换夹具、工件、滚刀,可以在短时间高精度地进行组装。
另外,刀架与工件轴的接近性好,操作性能优秀,自动上下料装置与工件运出装置等附件的操作性也不受影响。
轨道面的手工飞刮加工
卡希富基公司采用手工飞刮加工的轨道面,构造合理,对于滚齿切削特有的断续切削具有高度的减衰性,善于吸震。
所以,在长期的使用中,也可以保持高精度加工。
一般来说,受机器加工时发生的摩擦热、内应力的影响、或者受温度、湿度变化等影响,能够达到的精度是有极限的。
因此,卡希富基为了超过机械加工,获得高精度的导轨面,实行手工飞刮加工。
手工飞刮加工,是使用钝角、宽幅刃的刮刀,进行手工作业,在金属表面极少地飞刮1~3µm左右,精加工到理想的平面度、直线度的高精度轨道面加工。再者,飞刮加工表面上分布着所谓“点”的小而浅的沟,这些都成为积油的地方,使导轨面的润滑度更好,提高了导轨的性能。


手工飞刮加工的精加工,是把红色的光明丹颜料涂在轨道面,再与对方面撮合,会有所谓“黑点”的颜色掉落部分,手工飞刮掉黑点。
这样的撮合操作,重复进行,直到黑点部分的浓淡均一,占轨道面积的30%后,就可以达到极高的平面精度与直线度。
卡希富基公司的手工飞刮工匠,根据飞刮材料与温度的微妙的条件,对飞刮时的深度进行以丝为单位的压入深度,做正确而自由的形状。另外,飞刮表面的微妙的飞刮纹路,也是因人而异。要成为合格的飞刮工匠,需要长年累月地技术积累,不能简单模仿的。所以,飞刮加工也被称为“工匠的技艺”。
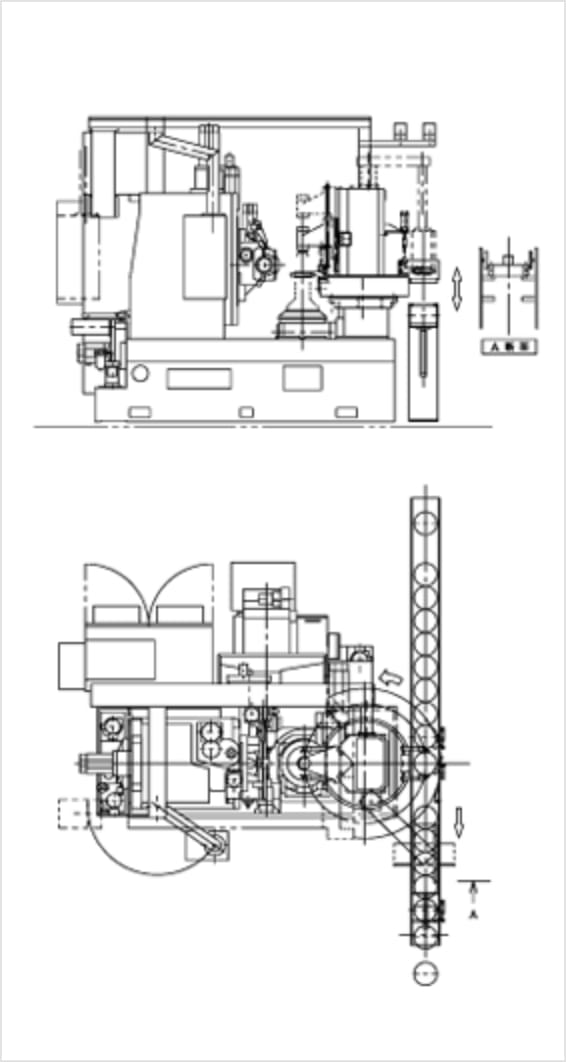
工作台B/E (工作台消隙装置)
卡希富基公司独自开发的,自动调整间隙为0的双分度蜗杆消隙装置,配置在工作台轴。
消隙装置可以抑制工作台转动时的震动,确保工作台高精度地转动。另外,转动精度不会因年数而变化,无需维修保养。
特别是在加工大齿轮、工件热处理后精滚以及滚刀与工件在相反旋向下滚切加工时,可以保证安定的齿轮加工精度。
自动化
从各种设计之中,可以选择配置用于工件自动搬送交换的自动上下料装置、输送器与自动料仓,实现生产工程的省力化与自动化。
基本形2臂上下料机
(KN80、KN152)
基本形环状上下料机
(KE201/251、KA220/400)
带孔的工件的搬送例
带孔的工件的搬送例
轴工件的搬送例
轴工件的搬送例
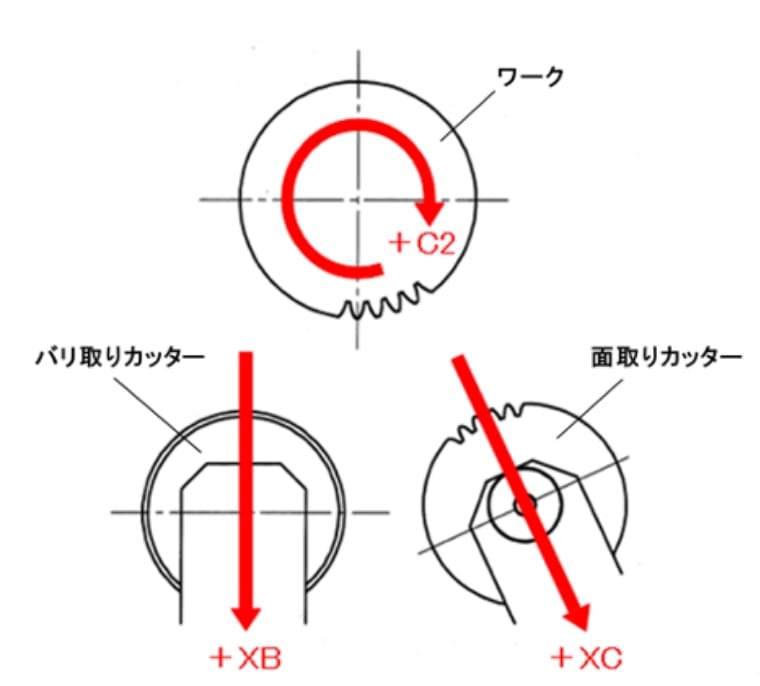
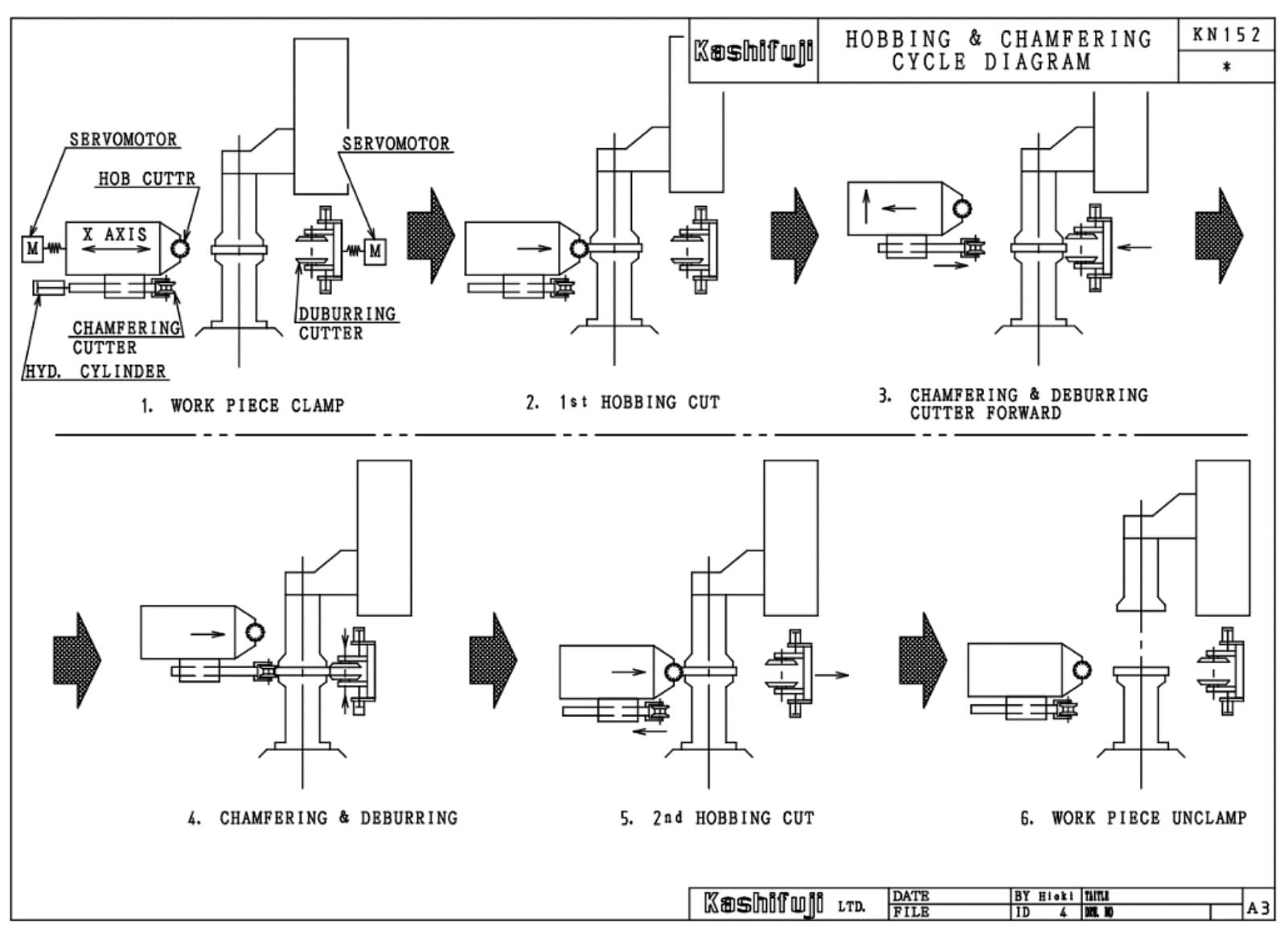
机内倒棱装置(选配)
<使用挤棱刀的塑性加工方式>
采用自动上下料装置,可以在滚齿加工过程中进行倒棱和去毛刺加工。有效利用机器的空间,通过将倒棱工具轴和去毛刺工具轴分离,操作者可以轻松地从机器正面进行工具更换和调整。此外,将滚齿、倒棱以及去毛刺加工的复合化,可以有效缩短生产线长度和加工时间。

通过在滚刀架下安装倒棱装置,可以在机内进行滚齿加工后的倒棱加工,并可以有效利用空出的空间进行去毛刺加工。此外,还可以通过二次滚齿去除由去毛刺工序产生的二次毛刺。通过去除二次毛刺,可以防止在磨齿或者珩齿等精加工工序中,由热处理而硬化的齿面二次毛刺损伤砂轮的情况,从而提高砂轮寿命。通过滚齿、倒棱以及去毛刺加工的复合化,可以有效缩短生产线长度。以上方法,对轴类齿轮也有相同的效果。
<使用指状硬质合金铣刀的端面全齿廓铣削加工方式>
采用自动上下料装置,可以在滚齿加工过程中进行倒棱加工。充分利用机器的空闲空间,同时旋转分别用于工件上下端面的指状硬质合金铣刀,使之与工件轻触,进行端面全齿廓铣削加工,从而实现倒棱。即使加工工件发生变化,也可以使用相同的工具进行倒棱加工。
硬滚
硬滚是指,对淬火后的齿轮进行滚齿切削的精加工。
用硬滚的滚刀,对淬火后的齿面进行精加工(通称:清理加工),对原料直接进行切削(通称: 大块加工)
清理加工
大块加工

自动工件定位装置
加工程序
只输入工件、滚刀参数,以及切削条件,就完成了加工程序的制作。
完成程序制作后,只需指定工件号,立刻可以进行滚齿切削加工。
选择可选的加工程序软件,进行鼓形、铲齿、锥度加工也很容易。
可以对应从量产加工到特殊加工的广泛的加工,登载的功能简单易用。